-

无锡市佳浩塑机厂
主营:SPC地板生产线,SPC地板设备,石塑地板设备 - 15358087868

无锡市佳浩塑机厂
主营:SPC地板生产线,SPC地板设备,石塑地板设备 13
13
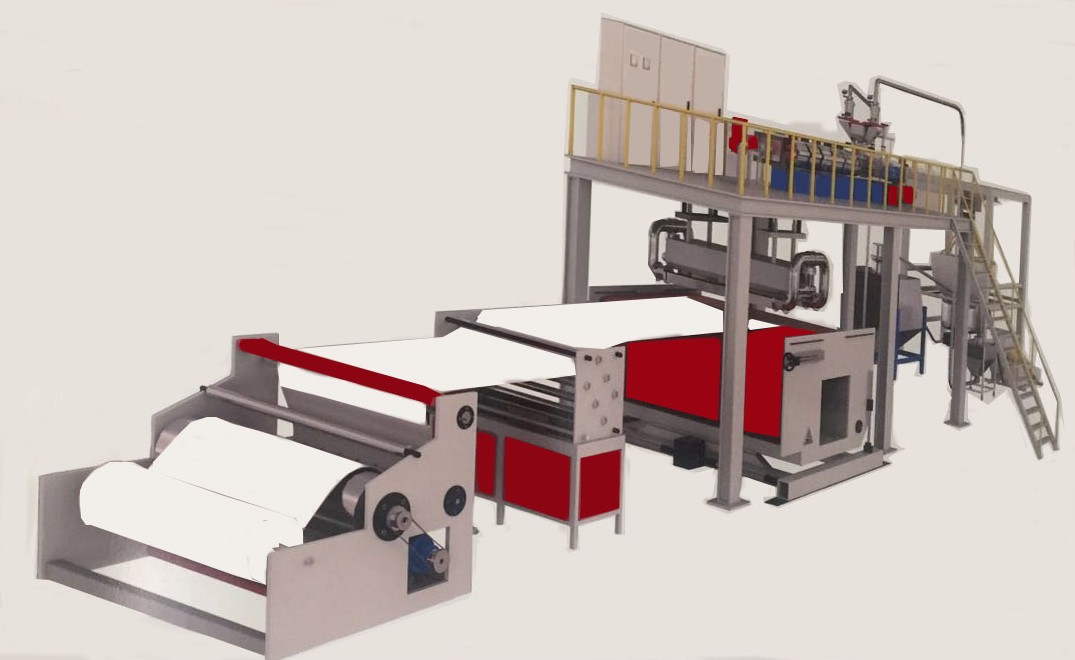
PVC地板耐磨层生产线机械设备介绍: 为确保地板表面耐磨度的提高必须使用的材料,要通过高精度的设备来加工耐磨膜,使用设备及原材料作了详细的阐述, Φ660×2030mml倒L五辊压延生产线 较终产品:聚氯乙烯半刚性和刚性膜 产品:0.05mm-0.50mm厚度 产品宽度:1600mm(较大) 1、电子式原料自动计量设备 1套 PVC粉和CaCo3粉体(150KG)计量机1台(3孔)。 DOP液体(80KG)计量机1台(4孔)。 小粉体(25KG)计量机1台(4孔)。 功能:自动计量,自动投料,三菱PLC程序自动控制。 精度:±1/200 F.S。 2、500L高速混合机 2台 产能: 140-160KG/批 。 马达: 110 KW,AC西门子贝得马达,日本安川变频控制。 转速: 0-900RPM。 机筒: 夹套式。 气压式卸料。 材料:与原料接触部分是不锈钢制。 3、1600L冷拌机 1台 产能: 200-300 KG/批 。 马达:22KW*4P AC西门子贝得马达。 转速:50RPM。 机筒:夹套式。 气压式卸料。 材料:与原料接触部分是不锈钢制 4、250行星机(国产) 1台 产能: 1500-1900 Kg/Hr. 马达: 250KW,AC 马达,变频控制 转速: 2000RPM 机筒: 夹套式, 能加热及冷却 附强制喂料,带金属探测仪。 5、φ26”*90”L 开炼机 1台 马达: 132KW AC西门子贝得马达,日本安川变频控制。 辊轮: 镗孔式附导热油旋转接头。 轴承: 采用自动调心滚动轴承。 减速机: 双出力单入力,内部采用激溅式润滑。 附安全刹车装置。 6、φ10” 过滤机 1台 马达:110KW AC马达,变频控制。 螺杆直径:φ10”(φ250mm)。 双模头设计, 换网快速且模温可以控制。 机筒采用夹套式设计可加热控制 7、φ660mm*2030mmL 倒L 五辊压延主机 1台 型式:倒L 五辊压延机 传动:各轮单独传动110KW*3台,90KW*2台,AC变频马达,变频控制。 辊轮规格: 1).1#,2#,3#辊采用冷激铸造钻孔辊,表面冷研磨处理。硬度HS72°±2°(中国制)。 2).4#,5#辊采用冷激铸造钻孔辊,表面电镀热研磨处理。硬度HS74°±2°(德国制)。 3).No.1,2,3,5辊轮间隙调整,采用高低调速电机调整,并附数字显示式及较小和 较大间隙设定。 4).No.4辊附轴交叉及油压稳定装置。 5).No.5辊配有预弯曲装置及附悬挂装置。 6).挡料板宽窄可调与辊轮接触面镶铜。 7).辊轮与减速机采用万向接手结合。 8).主轴承润滑采用强制机油循环润滑。 9).主减速机采用五台单独式设计。 10).停电快开用油压系统驱动. 8、后段:引出,一段压纹,冷却,耳料切刀组,磅秤架台 1式 1).引出轮φ210*3支,分2台电机控制。 2).油压式一段压纹组(通冷却水),单独电机控制(压纹轮由客户自理, 卖方提供φ315镜面辊1支、φ350橡胶辊1支)。 3).冷却辊φ315*20支(通冷却水及通温水,采用架台移动式设计,分4台电机控制(齿轮传动)。 4).该机配耳料裁刀组1组、回转接头 5).磅秤架台 9、单轮表面卷取机 1台 卷取轮: φ450*1 支,7.5KW,AC马达,变频控制 自动换卷,手动切割 气涨轴,3支 10、AC变频马达及控制系统 1式 使用场所:五辊压延机到卷取机。 AC变频电机:采用西门子贝得或东元电机配套。 变频器:采用日本安川品牌。 操作盘:控制开关、电磁接触器、PLC、采用日本三菱。 继电器采用日本欧母龙。 电动机板、故障指示、间隙表中国台湾制。 11、压延机用轮温控制系统 11组 行星机,3组;轧轮机,1组;过滤机,1组;压延机,5组;引取轮,1组。 温控型式:一段控制风冷式,采用电动三方阀和数字式温控控制器,控制精度准确(温控器、三通阀、热油泵、过滤器、手动阀等全部德国制)。 12.输送机3台和耳料引取机3台 1式 13.粉碎机 1式